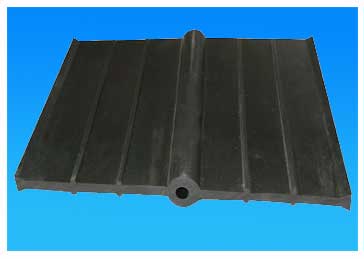

止水帶鋼板型號是寬300mm,厚3mm的鋼板,長度3m1塊,材質為Q235鋼。施工時用對拉螺栓做水平支撐架,確保止水帶的垂直度及高程滿足設計及規范要求;混凝土澆筑完畢后要及時清理止水鋼板上部被混凝土污染部分,防止上部混凝土澆筑時與鋼板結合不良;下部施工完畢后,盡早鑿毛清理,確保上部施工時混凝土能良好的結合;澆筑上部混凝土前,應用高壓氣槍或水槍沖洗底部混凝土,清除上部結構施工時散落的灰渣等污染物,在澆筑上部結構混凝土時,首層應該先澆筑2cm左右厚度的同等標號砂漿,一方面潤濕先期施工的混凝土表層,起到良好的結合層的作用,另一方面來檢查模板支護情況,確保構筑物外觀尺寸符合設計及規范要求。

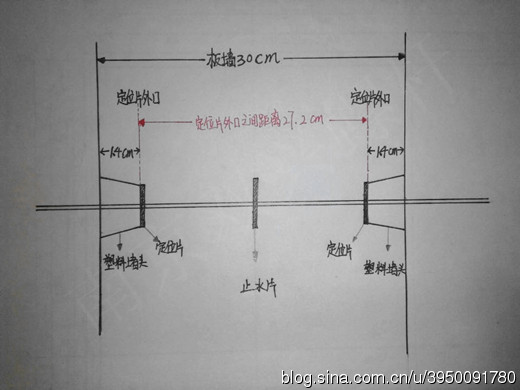
止水鋼板安裝采用鋼筋固定。在結構鋼筋上焊接鋼板支撐架,支撐架采用φ12的鋼筋切割后焊接,(如有剩余短鋼筋,則優先考慮短鋼筋)一般焊成三角形,支撐架底板和頂板按500的間距進行布置,邊墻豎向施工縫跟邊墻分布筋等間距布置,支撐架和主筋焊接,鋼板跟支撐架焊接,邊墻水平施工縫鋼板先在鋼板的底部焊一根支撐鋼筋,然后再用支撐百家樂架進行定位。焊接所用焊條的規格及材料性能應符合設計要求。
1、止水鋼板安裝采用鋼筋固定。在結構鋼筋上焊接鋼板支撐架,支撐架采用φ12的鋼筋切割后焊接,(如有剩余短鋼筋,則優先考慮短鋼筋)一般焊成三角形,支撐架底板和頂板按500的間距進行布置,邊墻豎向施工縫跟邊墻分布筋等間距布置,支撐架和主筋焊接,鋼板跟支撐架焊接,邊墻水平施工縫鋼板先在鋼板的底部焊一根支撐鋼筋,然后再用支撐架進行定位。焊接所用焊條的規格及材料性能應符合設計要求。
2、鋼板中心線與施工縫重合,安裝于1/2板(墻)厚,并且先澆混凝土和后澆混凝土各一半,保證鋼板的水平度和垂直度。
3、鍍鋅止水鋼板燕尾朝向要求為:頂、底板燕尾朝上,側墻水平施工縫朝背水側,側墻豎向施工縫朝迎水側。
4、鋼板搭接為5cm,貼合邊焊接,鋼板交叉部位采用貼合四邊滿焊,鋼板焊縫嚴密,如發現焊縫不合格或有滲漏現象,應予修整或補焊。
5、垂直施工縫堵頭模采用快易收口網,收口網采用小鋼筋固定,焊接于結構鋼筋上,(具體見施工縫面指導書)。
6、鋼板安裝結束,首先進行自檢,然后通知質安科驗收,最后由質安科會同監理一同進行驗收,經驗收合格后才能進行下一道工序的施工。

冷彎工藝是止水鋼板廠家生產止水鋼板過程中的重要工藝流程。經過冷彎工藝加工后,止水鋼板具有以下幾個明顯特征:
1、輥式冷彎速度的控制,成型輥壓力的調整要合適,盡量減少反復冷彎彎曲疲勞裂紋,并適當進行潤滑和冷卻,進一步減少熱應力裂紋的產生等,控制彎曲半徑,即彎曲半徑不能太小,否則產品表面易產生裂紋,針對高強板在冷成形冷彎工藝中出現的后延性斷裂現象,為了滿足結構設計要求,建議在滿足材料的力學設計要求的前提下優化截面形狀。
2、需要較多的成型道次。在輥式冷彎成型過程中主要加工過程為彎曲變形,除產品彎曲角局部有輕微減薄外,變形材料的厚度在成型過程中假定保持不變。在孔型設計時,要注意合理分配變形量,尤其是在第一道,后面幾道,變形量不易過大。
3、由于高強板所形成的高剛性型鋼具有很大的慣性矩和抗彎模量,特別是由于應用上的要求需要預沖孔后進行冷彎加工生產,會形成材料表面平整度和材料邊緣尺寸上的差異,因此要求對該類高強度結構鋼板的冷彎孔型的設計中需要多加側向定位裝置。